







一汽铸模具厂:PLM技术促进现代模具企业精益化、规模化发展
2009-02-19 作者: 来源:caxa
模具企业是典型的按订单生产的行业,其生产性质为单件小批量生产,总是面临订单交货期、成本控制、质量控制方面的问题。模具制造企业需要有一套先进的管理系统以提高管理水平,具备对客户需求快速反应和及时调整的能力。
信息管理系统能够帮助模具企业更好地监控模具制造进度、辅助决策,模具企业应以PLM为数据管理平台,实现设计、工艺、制造、管理四大领域的协同工作,走数字化制造和精益化生产之路。
本文以一汽铸造模具厂为例介绍了CAXA设计工艺制造一体化PLM系统的信息化应用方案,并对其应用效果进行了评价,指出了模具企业信息化规划和实现需要注意的一些问题,对于该类企业的信息化过程具有重要的借鉴作用。
背景介绍
一汽铸造模具设备厂(以下简称一汽铸模)是一汽集团铸造公司所属专业厂,主要从事各种铸造、压铸、浇注模具、锻造模具和工装的设计与制造,近50几年来相继为一汽集团和全国十几个厂家生产制造重、中、轻、轿车等各类车型铸件提供了上万套精品模具和模具工装,产品也已出口到北美洲、欧洲。工厂主导产品是制造各种砂型铸造模具、压铸模具、重力浇注模具、锻造模具及各种铸造工装等。一汽铸模拥有优秀的技术人员队伍和体现当今国际先进水平的软、硬件,是一个技术密集的大型现代化铸造工艺装备制造企业。
信息化需求分析
在未施行信息化之前,一汽铸模主要存在以下问题:
1.技术开发
图档查询方面:产品数据信息越来越庞大,由于图纸文档分散保存在个人的计算机中,靠人工记录去查找需要信息越来越困难,积累的文档和数据无法及时有效的管理,信息提取费时费力,许多有用信息由于处理速度慢而失去了使用价值。
版本管理方面:在设计过程中,版本更改是必不可少的,有的更改甚至不下十多次,多次版本更改容易造成版本混乱,各部门版本更改容易造成不一致。不能保证最终使用的是正确版本的数据,保证数据的唯一性、一致性和有效性。
产品更改管理方面:产品更改靠项目负责人以文字通知到生产的各个环节,变更频繁时,难免会发生各种各样的人为差错。人为带来的差错不能保证产品数据的一致性。
项目管理方面:技术部门的项目的任务分配、项目进度跟踪与分析是由设计管理员来掌握的,工作量大,部门之间靠人工传递信息驱动工作,缺乏有效的控制手段来跟踪和控制项目的进度。
数据集成共享方面:设计、工艺、编程信息大部分以电子文件形式存放在计算机网络上,信息分散,无法在一个项目管理中找到相应的各环节的数据信息,信息仍靠文字通知传递,交流,不能真正实现数据共享。
2.计划部门
生产计划的编制是根据工作中心计算出来的一个能力当量的概念,而不是真正的制造天数,只能进行宏观调控计划,不能用来指导车间的实际生产。
车间详细排产计划所需的基础数据不准确,生产成本难以控制,工时定额、工具、设备状态以及生产现场状态等进行车间作业计划所需的基础数据不准确。
3.车间管理
车间无法实现实时的动态跟踪和控制在制品的进度信息,不能及时向厂级计划部门及其他相关部门反馈相应的信息以支持其决策;
对机床的使用情况不能进行有效地监控,如机床占用情况、机床停机情况、机床实际负荷、机床累计负荷;
派工单发放及上缴统计不及时,工时的信息反馈也是通过人工录入,造成工时信息带有随意性,不准确且录入时间滞后,厂级部门不能及时了解实际生产情况;
4.物料管理
物料管理主要是管理生产过程中的物料,包括领料、发料、外协、检验、返修、报废、入库等内容,生产所带的物料一般包括生产耗材(刀具、铜丝、电极等)、原材料(模架、板材、棒料等)、外购件(各种委托加工件)、标准件(弹簧、顶杆、螺栓等),在信息化之前完全是手工作业方式,劳动强度大,往往存在物料积压和短缺现象。
CAXA PLM的生产管理系统
一汽铸模的主要业务流程包括:订单管理、模具设计、工艺设计、物料采购、模具生产、模具调试及售后服务管理,CAXA针对一汽铸模的业务流程特点进行了CAXA PLM软件开发,构建出适合模具生产特点的一汽铸模生产管理系统,将以前从设计、计划、采购、制造到交付全过程分散、隔离的信息集中在一起,实现信息的共享,更重要的是在这些数据的基础之上为决策者提炼出宝贵的参考信息,如:设备负荷、工艺产值、生产进度、刀具消耗等。
1、营销管理
营销管理包括销售订单建立,订单跟踪,等功能,系统提供了以订单为中心的查询功能,可以使营销员直观地了解订单完成的全过程及中间出现的问题,以及是否按预定计划完成订单,达到用户的要求,并可以核算实际成本,为以后的营销报价工作积累数据。
2、计划管理
系统中计划包括网络计划、物料需求计划、作业计划,计划管理包括计划的制定及计划执行的跟踪。根据用户订单的要求,分解各阶段时间节点,制定网络计划,要求各部门按时间节点要求完成各自任务。
过程开发部门根据设计BOM提出物料需求计划,提交给采购部门,同时制造工艺传递到制造部门,制造部门根据工艺合理安排资源制定详细的作业计划,并跟踪执行。
制造部门根据物料需求计划和过程开发部门的制造工艺,结合设备资源进行详细作业计划的编制,可以计算出设备负荷,清晰地显示出哪里是生产的瓶颈环节,针对其采取相应措施。
3、设计管理
设计部门根据模具网络计划的要求进行模具设计,所有设计数据通过统一的数据平台管理,保证数据及时有效,版本正确,并通过设置对不同的用户赋予不同的权限,保证数据安全。
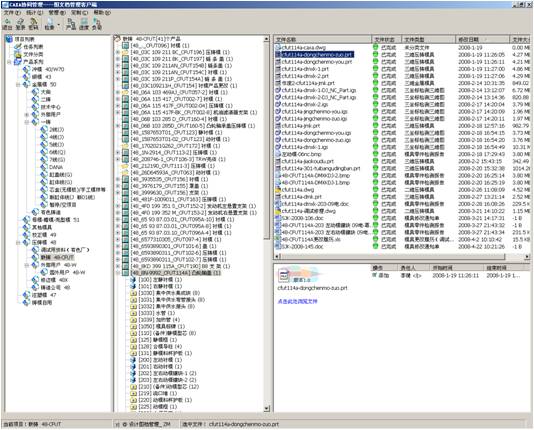
图 模具设计图文档管理界面
4、工艺管理
工艺员直接读取设计员在图文档管理系统中上传的BOM数据,导入到工艺设计系统,并提交采购清单给采购员。工艺信息全部在数据库中,当新建模具工艺时,可以根据需要复制一套模具工艺或者是其中一个零件的工艺,修改后更新到数据库即可。
这部分工作也可以与设计员的工作同步进行,设计完毕,工艺制定也完毕,使得开发阶段的工作并行前进,缩短前期工期,为后期制造争取更多的时间。
工艺部门汇总模具零件明细表、外购件明细表、标准件明细表、自制件明细表、材料清单、热处理件明细表、易损件清单和模具费用汇总。
5、采购管理
采购员在接到采购申请后,根据库存情况生成采购订单进行物料采购,并监督到货情况,在系统中反馈,其物料的到货信息是生产计划开始执行的前提条件。
6、生产管理
根据作业计划及物料到货情况进行模具生产,系统提供了实时数据采集功能,利用条型码技术将实际工序生产情况反馈到系统中,系统将实际数据与计划进行对比,在人工参与下进行计划的调整,使各环节有序地进行。
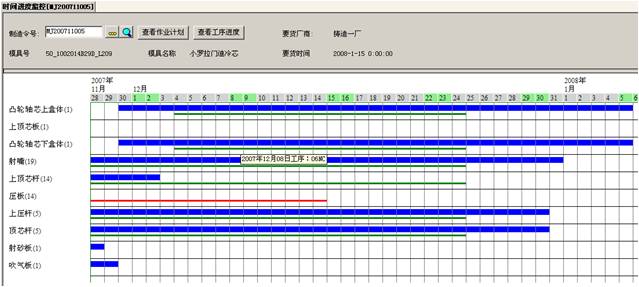
图 生产作业计划甘特图
7、质量管理
对于加工完毕的零件需要进行100%质检,由工人将零件送往检验处进行检验,检验人员根据检验结果填写检验结果单。系统可以对收集到的质量信息从不同角度进行分析,以提供给有关部门针对现生产中的薄弱环节、易出问题的环节采取相应措施提高制造质量。
8、工具管理
系统提供了工具的基本管理功能,使模具制造中常用的刀具与模具关联,从而统计其消耗,系统可以根据设置在库存达到最低库存时给予管理员提示和预警。
实施效果的分析与评价
自2002年以来,一汽铸模通过建立以CAXA PLM为基础的模具生产管理信息系统,将以前分散、隔离的信息集中在一起,实现了信息共享,使设计和工艺有机结合,避免了重复录入模具结构信息,保证了信息的一致性,有效地提高了生产管理的精益化。综合而言,一汽铸模采用CAXA PLM实行管理信息化后,有了以下转变:
(1)企业内部的业务过程实现规范化管理,业务过程的效率得到提高。
(2)企业内部信息实现共享,技术及业务的信息实现快速和有效传递,公司管理结构扁平化,用户可方便查询需要的业务、技术、生产、库存、采购等信息。
(3)使原来的技术及业务数据得以记录与保存,存放在个人计算机里的公司的数据得到安全可靠的管理。
(4)工程数据与系统高度集成,通过系统方便浏览需要的工程文档,包括图像、2D图形(DWG、DXF)和3D图形、检测报告、修改通知等。
(5)实时车间工序监控,帮助生产管理人员监控设备的生产情况及工件的加工进程,提高设备的利用率,控制生产进度。
一汽铸模通过采用CAXA PLM方案,持续不断改善自身业务流程,从一个手工生产管理型企业过渡到数字化管理企业,成为符合VDA6.1、VDA6.4、TS16949等国际质量体系标准的现代化企业,为走向国际模具市场奠定了坚实的基础。



