







CAXA制造工程师2006r3新增和改进功能简介
2006-07-24 作者: 来源:
一、新增功能
1、后置处理
(a)支持中间文件到G代码的输出:可以直接选择刀位文件来生成加工代码;
(b)全新的轨迹反读、代码校核模块,支持Fanuc、Simense、Heidenhain等多种系列代码;
(c)轨迹优化功能:支持Simense的CIP指令,把由刀位点组成的刀具轨迹转换为CIP空间圆弧,这样可以极大的减少刀位点,缩短NC程序,提高加工效率和工件质量。

(d)G代码转换功能:读入已有的G代码,再进行不同的后置,生成其它机床控制系统可以执行的G代码直接用来做加工;
2、数据接口
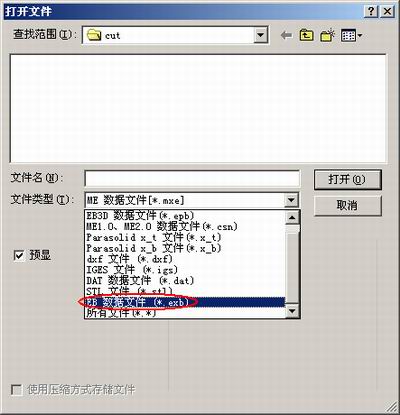
(a)支持CAXA电子图板文档的读入,可以直接读取电子图板做的图形,用来做造型和加工;
(b)支持更多种格式的数据输入 (*.dat)文件;
3、造型功能
支持查找系统中的性能不良曲面:对于曲面模型本身的质量提供了一个检查的手段,能够对不良曲面用不同的颜色指示出来以方便修改,同时为刀具轨迹准确无误的生成提供了一个良好的基础。
4、加工功能
集成制造工程师XP版中的“曲面区域”加工功能,满足老用户的需求。
二、功能增强
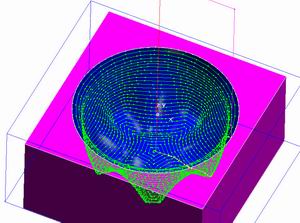
轨迹显示控制:增强了动态简化显示、轨迹点显示等方式,更方便对刀具轨迹的操作和检查;
三、功能改进
1、修正了扫面线精加工对干涉面不起作用的问题;
2、修正了导动线精加工刀具的错误;
3、修正了曲面求交失败的问题;
4、修正了链拾取的错误、增强了限制链拾取功能;



