







数字化制造(MES)
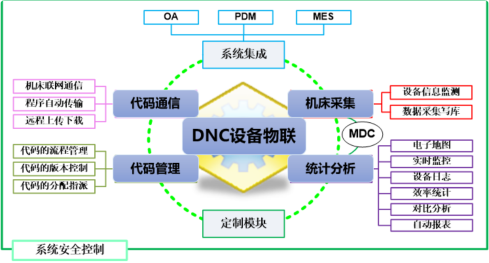
包括设备物联DNC,制造过程管理MES等产品
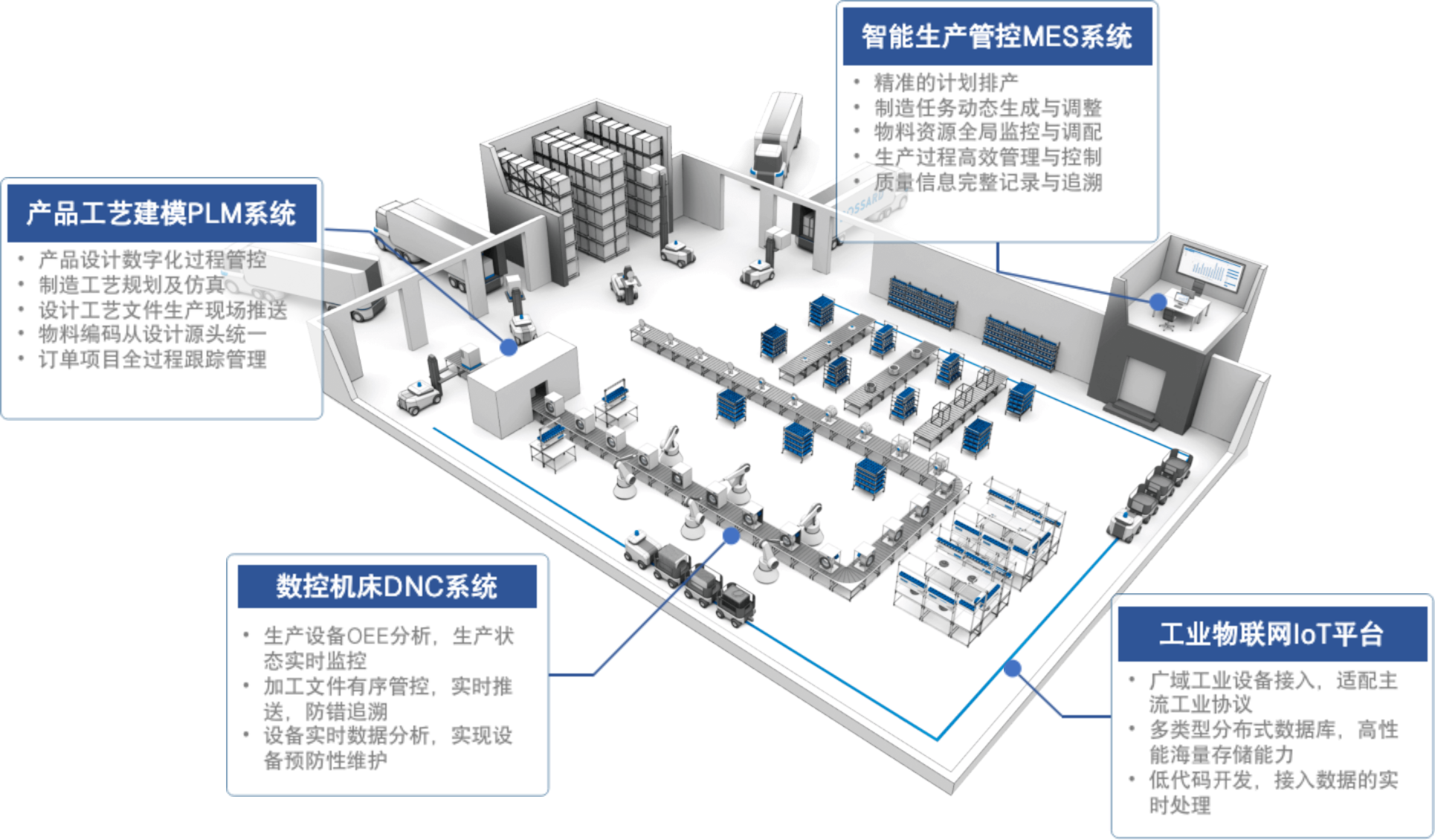




满足企业制造数字化、智能化、透明化管理需求难点:管理应用流程构建,多部门多系统数据集成打通,制造现场数据分析及展示
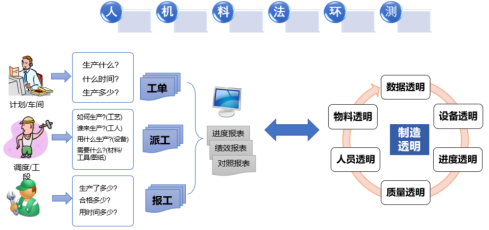
大幅提高生产效率
大幅提高生产效率
大幅提高生产效率
大幅提高生产效率
满足企业制造环节海量设备信息接入及采集,全面监控制造业务运行难点:多种设备、多工业协议实时接入、海量数据的管理与即时分析
大幅提高生产效率
改进产品制造质量
减低产品制造成本
优化生产管理流程


























